Hi can anyone tell me what the minimum bend radius for ss probably 303 304 and 6061 t6 al is.
Minimum bend radius for sheet metal parts.
Below is xometry s minimum bend radius reference table which is based on.
Bend radii minimum bend sizes.
If a piece of material is bent too tightly problems can occur.
Recommended inside bend radius for sheet metal parts should be equal to material thickness.
A 1 degree tolerance on all bend angles.
Height of arc outside bend radius.
Bend radii minimum bend sizes.
Posted by product design engineer on november 23 2009 at 1 55pm in mechanical engineering.
But for harder materials e g.
Each and every bend in a piece of sheet metal has a certain minimum internal radius that needs to be taken into account when planning the design of a sheet metal form.
When designing sheet metal parts and enclosures it is helpful to use these values as the basis for your design.
For example if the thickness of the sheet is 1 mm the minimum bend radius should be 1 mm.
Layout method sheet metal stretches when it bends is an oversimplification.
We recommend a minimum bend radius of 1t for all sheet metal parts.
Minimum bend radius for sheet metal parts.
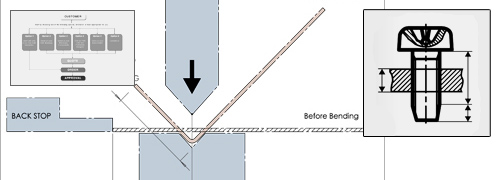
Bends in sheet metal are manufactured using sheet metal brakes.
When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
Supplying 3d models without considering these factors increases the chance.
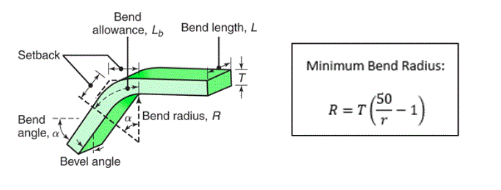
Now we take the height of arc value for our new bend angle and we plug it into the following formula.
For bent sheet metal variation in the raw material thickness increases the recommended precision to 0 010 in.
The problem with bending too tightly.
Height of arc 2 material thickness 2 inside radius 0 201 2 0 01562 inside bend radius 0 201 0 031 0 170 in.
Upon close examination of the bends we find that the sheet metal stretches on the outer surface and that the inside surface seems to shrink.
Use this document to choose values that are both manufacturable and meet your needs.
Thus the smallest radius of any bend in a sheet should be at least equal to the thickness of the sheet.
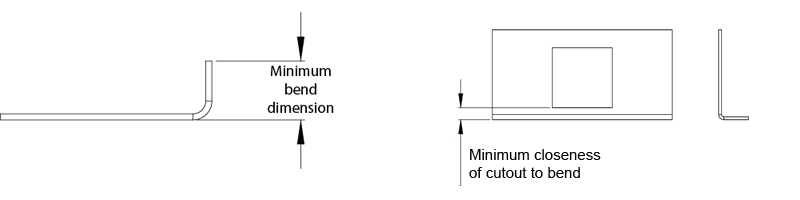
Usually the preferred distance between holes and a bend is 1 5 times the sheet thickness plus the bend radius 1 5t h.
Crca inside bend radius equal to 0 65 times of sheet thickness is also enough.
I ve seen a few things online suggesting 1 5 x material thickness.